Lactic Acid Fermentation
Lactic Acid Fermentation
Lactic acid (2-hydroxy propanoic acid) is a three-carbon organic acid obtained by carbohydrate fermentation due to microorganisms (Lactic acid bacteria) or chemical synthesis. It has a central carbon atom with an alcohol carbon group; one terminal carbon atom is a carboxyl group; the other terminal carbon atom is a hydroxyl group and has a molecular formula C3H6O3. The hydroxyl group orientation allows for two optical isomers: L (+) Lactic acid and D (-) Lactic acid.
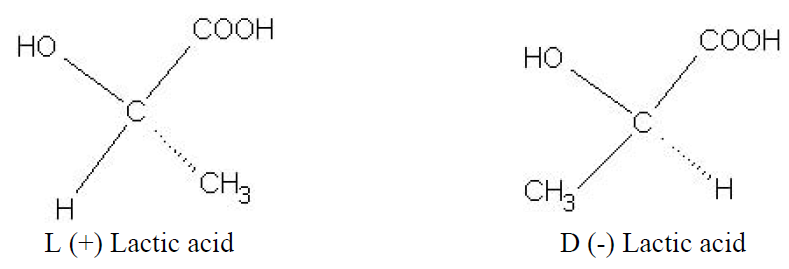 Figure: Optical isomers of Lactic acid (Okafor, 2007)
Figure: Optical isomers of Lactic acid (Okafor, 2007)
Lactic acid was discovered first in 1780 by Swedish chemist Scheele and commercially produced in 1881 by Charles E. Avery in Littleton, Massachusetts, USA.Commercially, it is produced by fermentation methods or chemical synthesis. Before the advent of refrigeration or the modern canning method, lactic acid fermentation was used to preserve dairy products, vegetables, and meat for a more extended period.
Raw Material
Raw materials used for the production of lactic acid should have the following desirable properties:
- Cheap and readily available.
- Low level of contaminants.
- Should produce little or no by-products.
- Little or no-pre treatment is required before the fermentation.
- The cost of product purification should be low if refined materials are used.
The most commonly used raw materials for lactic acid production are whey, molasses, starchy and cellulosic materials. Among these, starchy and cellulosic materials are mainly used as they are cheap, abundant, and renewable.
Some starchy materials used are sweet sorghum, rice, corn, cassava, wheat, Rey, and barley. These materials consist of mainly α(1,4)- and α(1,6)-linked glucose, so before the fermentation, they are hydrolyzed to fermentable sugars.
Cellulosic materials such as corncob, waste paper, and agricultural residues like alfalfa fiber, corn srover, wheat straw, and wheat bran have been used for lactic acid production. Industrial waste products like molasses and whey are used as raw materials for lactic acid production. Molasses (a waste product of the sugar manufacturing process) contains a large amount of sucrose, and whey (a by-product of the dairy industry), contains lactose, protein, fat, and mineral salts.
So, for utilization of whey lactose, it is added with an additional nitrogen source, such as yeast extract, to produce lactic acid. Along with these raw materials, supplements such as yeast extract and corn steep liquor are also added.
Bacteria
The choice of microorganisms depends on the raw materials that must be fermented. The organism has desirable characteristics such as:
- Being able to ferment cheap raw materials rapidly.
- Requiring minimum nitrogenous substance.
- Producing low amounts of cell mass with negligible by-products.
- Providing a high yield of lactic acid under low pH and high temperatures is used for lactic acid fermentation.
An organism’s choice depends on the type of raw materials to be fermented. The most used organism is lactic acid bacteria. Recently, Rhizopusis also used for lactic acid production.
There are two types of lactic acid bacteria: Hetero-fermentative, which produces ethanol and CO2 along with lactic acid, and the Homo-fermentative group produces solely lactic acid and no other by-products. These two groups, mainly used, are homo-fermentative lactic acid bacteria such as Lactobacillusspp, especially L. delbruckii.
Amylase-producing L. amylophilus and L. amylovorus are often used for the direct fermentation of starchy materials into lactic acid. L. delbreuckii ferments sucrose; L.helveticusferments lactose and galactose; L. lactisferments glucose, sucrose, and galactose; L. brevisand L. pentosusfrom wheat straw.
Fermentation
Lactic acid is corrosive, so the wood or stainless steel fermenter having a capacity of 25,000 and 110,000 liters is used. In order to avoid contamination, sterilization is done by steaming before introducing the broth.
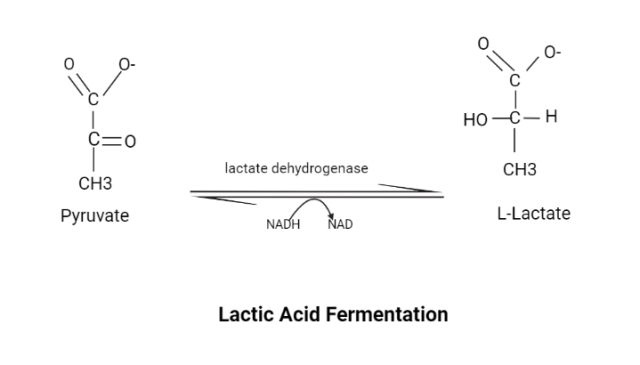 Figure: Lactic acid fermentation
Figure: Lactic acid fermentation
The most frequently used method for lactic acid production is batch, fed-batch, repeated batch, and continuous fermentations. Mainly two bioreactor systems are used for lactic acid production: constant cell recycle fermentation process and fed-batch fermentation.
During the fermentation process, as a carbon source, raw materials are added along with 5% starter culture, mostly Lactobacillus, and calcium is added to maintain the pH around 5.5-6.5. The fermentation occurs at a high temperature of around 45-50 ⁰C.
For the production of lactic acid, various fermentation approaches are used:
Batch fermentation
During batch fermentation, carbon source, nitrogen source, and other components are added before starting the fermentation. Mainly two types of batch fermentation occur such as:
- Solid State Fermentation (SSF): Fermentation occurs in a single reaction vessel and has a rapid processing time. Raw materials such as wheat bran, rice bran, barley, fruit pulps, and sugarcane bagasse are used as carbon sources with no or negligible amount of water.
- Separate hydrolysis and fermentation process: During this fermentation, rae materials are pre-treated, discarding unnecessary compounds such as lignin in the case of lignocellulosic biomass. These raw materials are then subjected to enzymatic saccharification, and the hydrolysate formed is subjected to fermentation.
Fed-Batch Fermentation
During fed-batch fermentation, all the raw materials, such as carbon sources, nitrogen sources, and other components, are added at regular intervals during the fermentation process without the removal of the fermentation broth. It is helpful to maintain low substrate concentration by supplying nutrients to the fermentation culture, reducing substrate inhibition.
Continuous Fermentation
During continuous fermentation, fresh medium is added to the fermenter while withdrawing already existing broth at the same rate, maintaining the concentration of substrates and products.
During this fermentation method, the tank is filled with sweet whey at a temperature of 45 ⁰C. Mash is then inoculated with Lactobacilli culture, which is agitated and maintained at 45 ⁰C. When the pH of the mash drops to 5 (usually after 12 hours), lime is added to strengthen the pH between 5-5.8. At the end of 24 hours and after that, every 12 hours, the lactose content of whey is measured. When lactose is less than 1%, whey is introduced into the fermentation tank from the whey storage tank, and fermentation broth is extracted simultaneously from the fermenter, maintaining the continuous cycle.
After the fermentation is complete, recovery of lactic acid is made. Fermentation of lactic acid is an easy process, but the recovery of acid is difficult.
Separation and Purification of Lactic Acid
Lactic acid separation starts after the completion of the fermentation process and proceeds to the filtration process to avoid microorganism contamination that may enter the ion exchange column.
Several methods are present for the separation of lactic acid from the fermentation broth, which is called the downstream process, and a few are discussed below:
Neutralization and Precipitation of Salt with Acid
The most conventional method for the separation step in LA production by fermentation is precipitation. The step involved is the addition of excess calcium carbonate or calcium hydroxide to the acid produced for neutralization, and pH is maintained around 5 to 6 to make a calcium salt of acid called calcium lactate.
The fermentation broth is treated with sulphuric acid to precipitate the calcium sulfate or gypsum, which is filtered. The filtrate containing free organic acid is evaporated to obtain pure Lactic acid. The steps of chemical reactions involved are shown below:
Fermentation: Under anaerobic conditions, glucose is broken down to form lactic acid.
Sugar → Lactic acid
C6H12O6 → 2CH3CHOHCOOH
Neutralization Step: During fermentation, calcium hydroxide neutralizes lactic acid.
Lactic acid + calcium hydroxide → Calcium lactate + Water
2CH3CHOHCOOH + Ca(OH)2 → Ca (CHOHCOO)2 + 2H2O
Acidification Step: Fermentation broth is treated with sulphuric acid to precipitate calcium sulfate or gypsum, which is filtered.
Calcium lactate+ sulphuric acid →Lactic Acid+ calcium sulfate (gypsum)
Ca(CH3CHOHCOO)2 + H2SO4 → 2CH3CHOHCOOH + CaSO4
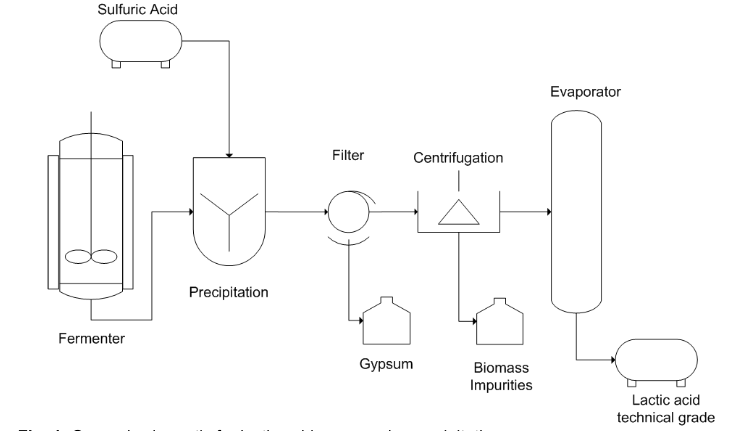 Figure: Lactic acid recovery by precipitation
Figure: Lactic acid recovery by precipitation
Solvent Extraction or Liquid-liquid Extraction
Solvent extraction or liquid-liquid extraction is the process in which one or more solutes are separated based on their relative solubilities in two immiscible liquids, usually water (polar) and an organic solvent (non-polar). The most crucial factor that contributes to the extraction are:
- Distribution coefficients (ratio of the LA concentration in the solvent phase to the aqueous phase).
- Easy separation of the liquid phase.
- Selectivity of the extractant.
- Choice of solvent extraction.
The characteristics of the solvent include chemically stable, regenerable, selectivity, low corrosivity, low toxicity, and low viscosity, and diluents are used if extractants have high viscosity.
Some of the extractants used are Tri-n-octylamine-Tripropylamine (2:8 w/w), Tri-n-butyl phosphate (TBP), Tri-n-octylamine (1 M), and so on.
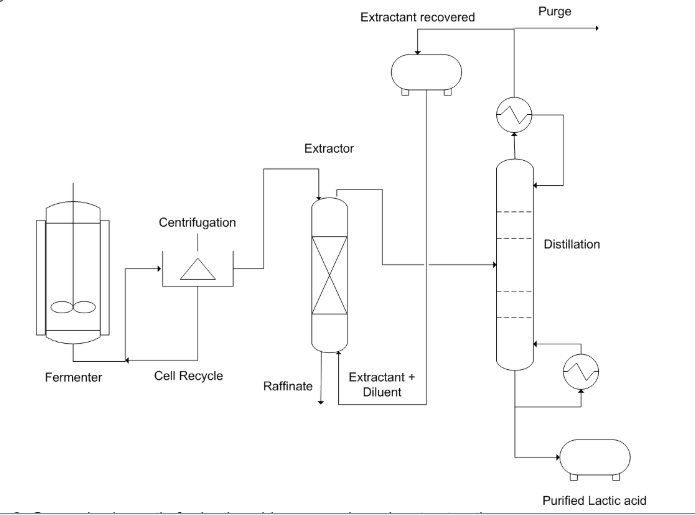 Figure: Lactic acid recovery by solvent extraction method
Figure: Lactic acid recovery by solvent extraction method
Separation with Membranes
In the membrane separation processes, the solutes are transferred by a semi-permeable barrier that separates the two phases, which restricts the transport of components from one stage to another. Microfiltration, Ultrafiltration, and electrodialysis technology are used for lactic acid separation, which does not produce a salt residue.
The membrane separation process is highly selective so that it can ensure high levels of purification and separation. It can also be integrated with conventional fermenters, allowing simultaneous production and purification.
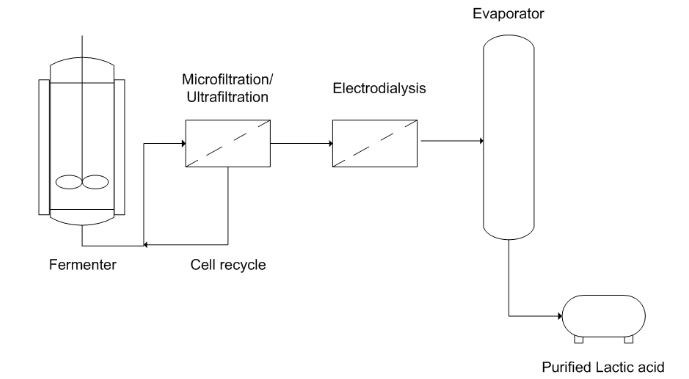 Figure: Lactic acid recovery by membrane
Figure: Lactic acid recovery by membrane
Uses of Lactic Acid
Lactic acid are used for various, some of them are mentioned below:
It is used in the chemical industry as a pH regulator, neutralizer, cleaning agent, and green solvent.
Used in cosmetics products such as moisturizers, anti-acne agents, anti-tartar agents, skin-lightening agents, and skin-rejuvenating agents.
Used in the food industry, such as preservatives, flavors, acidulants, and improving microbial quality.
Used in the pharmaceutical industry, such as in dialysis solutions, tableting, surgical sutures, controlled drug delivery systems, prostheses, and mineral preparations.
References
- Din, N. A. S., Lim, S. J., Maskat, M. Y., Mutalib, S. A., & Zaini, N. A. M. (2021). Lactic acid separation and recovery from fermentation broth by ion-exchange resin: A review. Bioresources and Bioprocessing, 8(1). https://doi.org/10.1186/s40643-021-00384-4
- Komesu, A., Maciel, M. R. W., & Filho, R. M. (2017). Separation and purification technologies for lactic acid – A brief review. BioResources, 12(3), 6885–6901. https://doi.org/10.15376/biores.12.3.6885-6901
- Narayanan, N., Roychoudhury, P. K., & Srivastava, A. (2004). L (+) lactic acid fermentation and its product polymerization (a) Addition of Hydrogen Cyanide CH 3 CHO + HCN catalyst CH 3 CHOHCN acetaldehyde hydrogen cyanide lactonitrile (b) Hydrolysis by H 2 SO 4 CH 3 CHOHCN + H2O +1/2H 2 SO 4 CH 3 CHOHCOOH + 1/2(NH . Electronic Journal of Biotechnology, 7(2), 717–3458. Retrieved from http://www.ejbiotechnology.info/content/vol7/issue2/full/7/
- Okafor, N. (2007). Modern Industrial Micobiology and Biotechnology. Science Publishers (Vol. 3). Retrieved from http://www.socgenmicrobiol.org.uk/pubs/micro_today/book_reviews/MTNOV07/MTN07_12.cfm
- Wee, Y. J., Kim, J. N., & Ryu, H. W. (2006). Biotechnological production of lactic acid and its recent applications. Food Technology and Biotechnology, 44(2), 163–172.

Tankeshwar Acharya, MSc (Medical Microbiology)
Tankeshwar Acharya is an Assistant Professor in the Department of Microbiology at Patan Academy of Health Sciences (PAHS), Nepal, where he has been teaching and practicing clinical microbiology for over 14 years. He is the founder of Microbe Online, one of the leading free microbiology education resources on the web, covering bacteriology, mycology, parasitology, immunology, and clinical laboratory diagnostics written from direct experience in both the classroom and the diagnostic laboratory.