Pasteurization: Types and Advantages
Pasteurization: Types and Advantages
Pasteurization is a low-order heat treatment process helpful for preserving food. This process is applicable to wine, juice, and dairy products to destroy all the pathogenic bacteria. It simultaneously reduces other microorganisms at a safe level which in turn prolongs the quality of the product.
 Figure: Schematic diagram of Pasteurization (4)
Figure: Schematic diagram of Pasteurization (4)
Heating up to a specific temperature inactivates the enzymes in the food, which prevents the growth of microorganisms leading to food spoilage.
The term pasteurization was given after the inventor of this procedure, Louis Pasteur. The inspection began to prevent the spoilage of wine, solution to prevent it was heating the wine at 60℃.
Later in the 1890s, it was believed that milk could be preserved longer by heat treatment, followed by commercial scale, and spread worldwide. Now, pasteurization stands as an essential milk-processing operation on a commercial scale.
Methods of Pasteurization
Pasteurization is commonly associated with preservation of milk and other food items worldwide. Methods of pasteurization are either slow or rapid pasteurization. The methods can either be for a short time or long time depending on the temperature. Methods of pasteurization are of two types; batch and continuous pasteurization.
Batch pasteurization
It is a method where pasteurization occurs at 63 ℃ for 30 minutes. Vat pasteurization or the holder method are other interchangeable terms for this process. Batch pasteurization follows the low-temperature-long-time (LTLT) principle. The given temperature is sufficient to kill Coxiella burnetii, the most heat-resistant pathogenic microorganisms present in milk.
Two significant steps complete batch pasteurization: rapid heating and immediate cooling. Spray type, flooded type, and high velocity flooded type are vat pasteurizers useful in the batch process.
Raw products are pumped in a vat through metal pipes and heated at a desired temperature (63℃). After heating, the product is held at the temperature for 30 minutes, and rapid cooling below 10℃ is followed. In some designs, the cold water is circulated outside the metal pipes through a jacketed vat fitted with an agitator.
Except for small-scale industries, batch pasteurization is not generally useful as it is suitable only for low milk volumes. However, it can be useful for low-volume milk by-products like creams and flavored milk.
Continuous pasteurization
Continuous pasteurization is the most common process in pasteurizing milk and milk by-products. Two methods are involved in continuous pasteurization: High-temperature short time (HTST) and Ultra high temperature (UHT).
- HTST is a continuous flow pasteurization process at 72 ℃ with a holding period of 15 seconds. The process is followed by immediate cooling below 10 ℃. The plate heat exchanger (PHE) is used for the indirect heating and cooling of the products. Hot water is used in the heating medium, and chilled water is in the cooling medium. The use of PHE makes this process suitable for large-scale industry, as the capacity of PHE for pasteurization is 400 to 5000 liters per hour.
- UHT is the commercial pasteurization carried out at a temperature exceeding 135 ℃ with a 2-5 second holding period followed by immediate cooling. This process extends the shelf-life of the product for several months. The use of steam or superheated water aid to flow heat into the product. Electro-heating methods can also be applicable.
The steam-based method uses steam directly or indirectly to heat the milk. In direct heating, mixing of steam with milk directly can help achieve the required temperature with minimal chemical change in milk. In the indirect method, tubular or plate heat exchangers have low heat-transfer rates, causing more chemical change.
The chemical change in direct and indirect methods causes a difference in flavor, color, and nutritional loss, with direct heating being suitable.
Advantages of Food Pasteurization
Pasteurization is an effective method of improving food quality, especially for milk and other dairy products. Further, we discuss the advantages of consuming pasteurized food.
- Pasteurization reduces the level of microorganisms and prevents food from spoilage.
- It protects us from food-borne illnesses by destroying pathogenic bacteria.
- Some food products are breeding grounds for microorganisms. Pasteurization maintains sanitation in food by killing them without degrading the nutritional value of food.
- Food products can contain certain bacteria responsible for degrading aroma and flavor. Pasteurization enhances the aroma and flavor by protecting food from such microbes.
- Degradation of pathogenic bacteria reduces the risk of getting sick and makes food suitable for consumption by children and pregnant females.
Pasteurizer
Pasteurization occurs in the heating section of the equipment known as a pasteurizer. The milk travels through various parts of the pasteurizer for the completion of pasteurization. Here the heating and cooling of milk occurs simultaneously. The apparatus is made from stainless steel, and a low-speed agitator motor is installed.
Major Parts of Pasteurizer
Some major parts of the pasteurizer involved in the pasteurization procedure are as follows:
- Balance tank: A balance tank is a vessel that maintains the consistency of the product in the pump inlet. A float-controller valve regulates the milk flow and maintains a constant level in the balance tank.
 Figure: Balance tank
Figure: Balance tank
- Regenerative preheating: Regenerative preheating is a procedure where the warming of incoming raw milk by hot pasteurized milk and simultaneously cooling the pasteurized milk. The heated and cooled liquids are always in a counter-flow, and the temperature difference between the two liquids (after heat exchange) remains constant. The regenerative procedure saves energy within the system.
 Figure: Heating and cooling section
Figure: Heating and cooling section
Timing pump: The timing pump is also known as a flow-controlling device. It draws the product from the regenerator and pushes the milk through the pasteurized regenerator. This device controls the flow rate of products in the holding tube so that each product particle is held for the required time.
Cream separator: It is a centrifugal separator that decreases the milk viscosity and fat density, separating the cream from the milk. The high-density skim milk passes between the disc stack and the separator bowl’s conical hood and moves outwards. The low-density fat globules move towards the axis of rotation.
 Figure: Cream separator
Figure: Cream separator
- Holding tube: It is a tube where holding of milk occurs for at least 16 seconds at 72 ℃ for the completion of pasteurization. The holding tube must slope upwards 0.25 inch/ft in the product flow direction to prevent the risk of air entrapment.
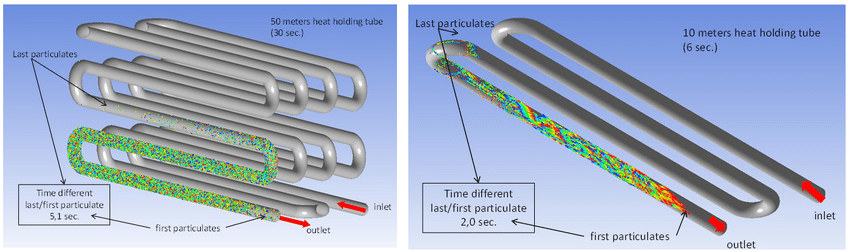 Figure: Holding tube (5)
Figure: Holding tube (5)
Flow diversion device (FDD): FDD is also known as flow diversion valve (FDV). The purpose of FDD is to divert the milk flow for reprocessing if the milk temperature during pasteurization does not meet the pre-set temperature.
Cooling section: As mentioned previously, cooling of pasteurized milk occurs mainly by regenerative heat exchange. The temperature must be 4 ℃ or below for storing the pasteurized milk. As regeneration efficiency is 94-95 %, ice water is preferable option to reduce the temperature of the milk.
Figure: Cooling section
Thermal Resistance of Microorganisms
The thermal resistance of microorganisms refers to the ability of microorganisms to grow at a specific temperature. Environmental conditions can modify the heat resistance capacity. Most bacteria are thermophilic (grow even in extreme heat) because they have covalent bonds between sulfur atoms that improve stability and boost heat–tolerance capacity.
Below mentioned is the value of the thermal resistance of microorganisms during pasteurization.
| Microbes | D -value (min) | Z-value ( ℃) |
|---|---|---|
| Pasteurization at 65 ℃ | ||
| Salmonella spp. | 0.02-0.25 | 4.4-5.5 |
| Salmonella Seftenberg | 0.80-1.00 | 4.4-6.7 |
| Staphylococcus aureus | 0.20-2.00 | 4.4-6.7 |
| Yeast, Molds | 0.50-3.00 | 4.4-6.7 |
| Pasteurization at 100 ℃ | ||
| Bacillus cereus | 5-10 | 7.0-10.0 |
| Clostridium botulinum E | 15-50 | 5.0-8.9 |
| Clostridium sporogenes | 60-190 | 9.0-13.0 |
D-value: Time required for the 90% reduction of microbial concentration and Z-value: Number of degrees required to change the D-value by one factor of 10.
References
- Rahman, C.K Faslu. (2022). Pasteurization of Milk: Process, Importance, Procedure & Recent Advancements.
- Dhotre, A.. (2019). Milk Pasteurization and Equipment.
- Deeth HC, Datta N. Heat treatment of milk | ultra-high temperature treatment (UHT): Heating Systems. Encyclopedia of Dairy Sciences. 2011;:699–707.
- McKellar RC. Modelling the effectiveness of pasteurisation. Dairy Processing. 2003;:104–29.
- Feilner, Roland & Oehmichen, Thomas. (2016). Flash Pasteurisation of Filtrated-and Wheat Beer with one Heat Holding Tube. BrewingScience. 69.
- Deak T. Thermal treatment. Food Safety Management. 2014;:423–42.

Tankeshwar Acharya, MSc (Medical Microbiology)
Tankeshwar Acharya is an Assistant Professor in the Department of Microbiology at Patan Academy of Health Sciences (PAHS), Nepal, where he has been teaching and practicing clinical microbiology for over 14 years. He is the founder of Microbe Online, one of the leading free microbiology education resources on the web, covering bacteriology, mycology, parasitology, immunology, and clinical laboratory diagnostics written from direct experience in both the classroom and the diagnostic laboratory.